




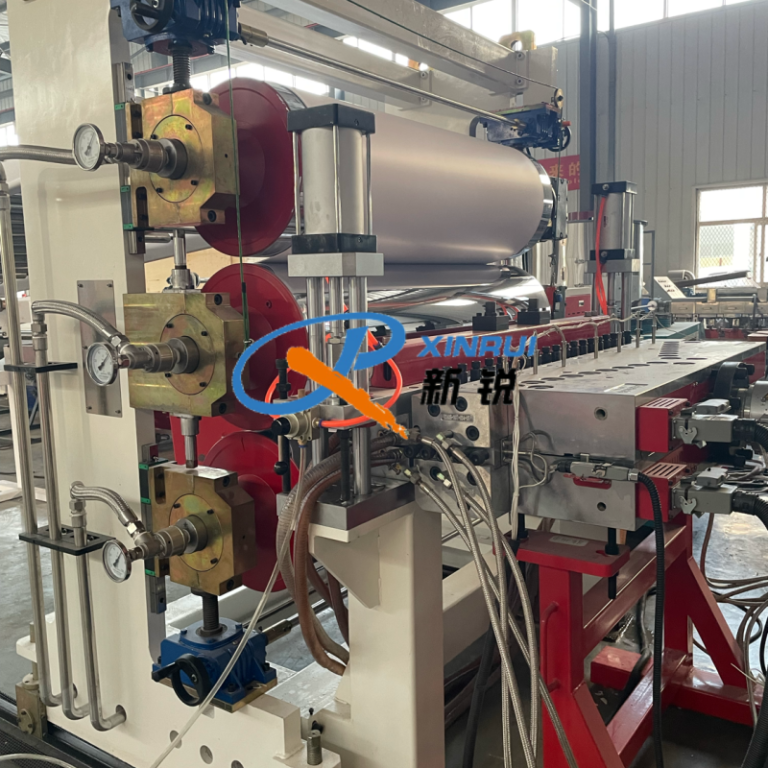



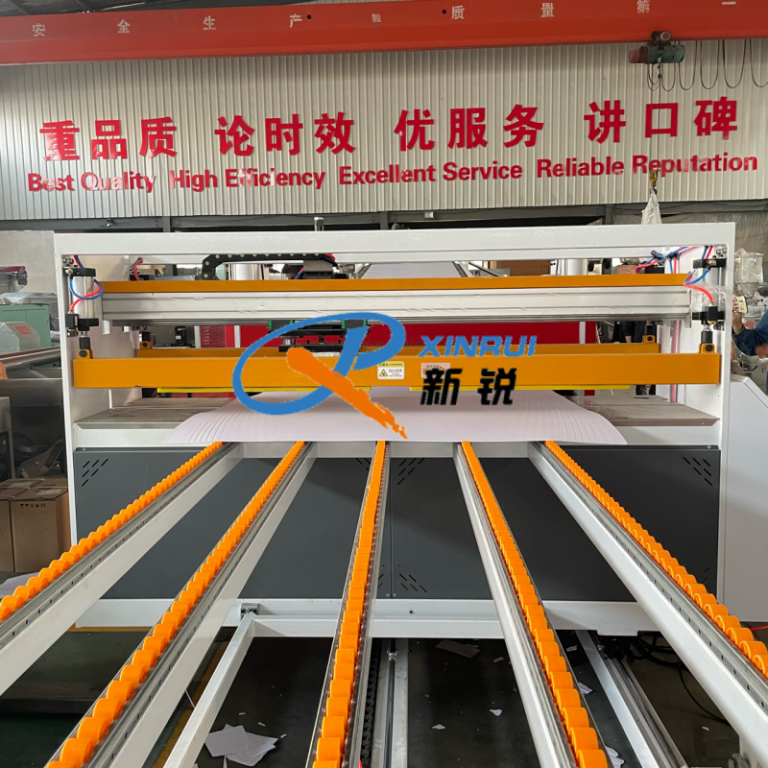
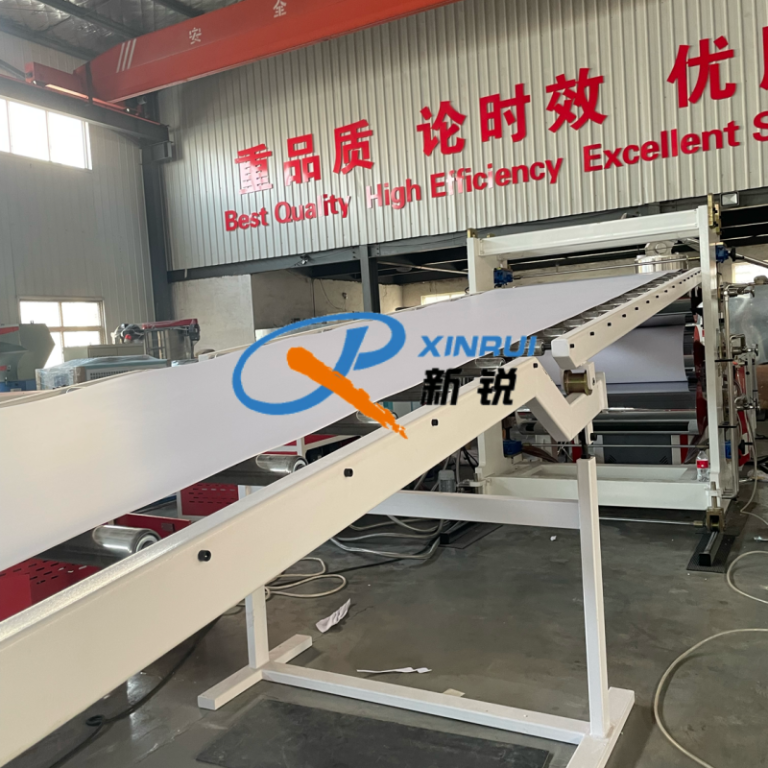
Экструзійная лінія для вытворчасці злёгкіх успененых лістоў ПВХ
Памеры лістоў:
шырыня : 1220*2440mm,1560*3050mm
таўшчыня: 0.5-3.5 мм
Прадукцыйнасць:350кг/ч
Шчыльнасць прадуктаэ:0,31-0,35 г/см3



